氧化还原树脂除氧技术替代传统除氧技术节能减排经济效益分析
作者:
出处:慧聪水工业网
发布时间:2009/12/30 9:10:37
浏览次数:2230

|
|
摘要
从物理化学原理分析除溶解氧的最佳途径,从能量守恒定律和物质不灭定律分析目前国内水处理行业对锅炉给水除氧的误区,论述除溶氧的高新技术:氧化还原树脂除氧技术和膜分离除氧技术,采用高新技术替代传统的热力除氧,真空除氧,解吸除氧,海绵铁除氧,加药除氧的节能经济效益分析,用树脂除氧技术改造传统除氧方法,一年时间产生的节能经济效益就可收回全部的技改投资.氧化还原树脂膜分离除氧是今后工业锅炉给水除氧发展的方向。
一,概述
目前我国工业锅炉采用软化水,脱盐水作锅炉给水,溶解氧腐蚀问题比较突出.由于腐蚀是一个缓慢的过程,因而,有些企业对除氧不重视.另一方面,由于缺少很好的除氧技术,我国50%的工业锅炉未配置除氧器,致使工业锅炉平均寿命缩短1/3,给企业和国家造成巨大的经济损失.
国内使用的传统除氧技术有热力除氧,解吸除氧,海绵铁除氧(过滤除氧),真空除氧,加药除氧等.这些除氧技术都有一定局限性,有的耗能高,有的除氧后水中带进对锅炉有害的杂质,如海绵铁除氧生成铁胶体,冲洗铁胶体水耗大,铁胶体生成铁垢影响传热,水中二氧化碳造成对锅炉的二次腐蚀,使得传统的除氧方法很难在工业锅炉上普遍推广.
除氧技术基于化学原理和物理化学原理,国际上,发达国家工业锅炉补给水除氧,除了一些特殊场合保留热力除氧(如电厂除氧)和真空除氧(如海水除氧)外,化学除氧技术采用氧化还原树脂除氧,物理化学除氧技术采用膜分离除氧.[1]。
化学除氧是把游离氧分子转变成金属氧化物或非金属氧化物.氧与金属元素反应生成金属氧化物,如水中溶解氧与海绵铁反应,生成氢氧化亚铁和氢氧化铁.溶解氧与非金属元素反应生成非金属氧化物,如与碳元素反应生二氧化碳,与低价硫化物反应生成高价硫化物(如溶解氧与亚硫酸钠反应生成硫酸钠),溶氧与元素氢反应生成水.这些化学元素中最理想的是氢,氧化产物是水,为此,世界各国研究氧化还原树脂除氧[2].各种氧化还原树脂不同之处在于氢的来源.一种是在水中加入氢,使水中溶解氧与水中溶解氢在氧化还原树脂表面反应生成水,这种氧化还原树脂有国产的宇神09型氧化还原树脂,美国RhomandHaas公司产品ER-206,德国Mobey公司产品Lewatic-oc1045,这类树脂含有钯原子,氧化还原反应在钯原子表面进行.另一类树脂是氧化还原树脂功能团释放原子氢与水中溶解氧反应生成水,这种氧化还原树脂有国产宇神06型和宇神06A型氧化还原树脂,第三类氧化还原树脂是美国雅鲁大学H.G.Cassidy[3]教授合成的,与溶解氧反应的氢原子由有机官能团提供.例如由对苯二酚的酚羟基提供.氧化还原树脂除氧技术的关键就是合成一种适合工业上应用的氧化还原树脂,能提供大量的廉价活性氢.
物理化学除氧原理是根据亨理定律(henryslaw)
Cn=KPn在达到平衡条许下,水中溶解氧含量Cn与水上方氧气的摩尔分压Pn成正比,如果水上方氧气的摩尔分压Pn=0,溶解氧就向水上方无氧气体中扩散,如果设法使水上方气体中氧气摩尔分压始终保持为零,扩散达到平衡,水中溶解氧含量就为零,即成无氧水.无氧气体为蒸气就是热力除氧,无氧气体为氮气和二氧化碳混合气体就是解吸除氧,如果把水上方空气抽尽,仅留下水蒸汽就是真空除氧.物理化学除氧技术关键就是创造快速达到平衡的技术.下面从henrys定律和Fick扩散定律分析热力除氧,解吸除氧,真空除氧存在的问题.
根据Fick第一扩散定律dm/dt=-DAdc/dx
式中:dm/dx,表示水中溶解氧扩散到无氧气体中速度
D,表示氧的扩散系数;
A,表示水与无氧气体接触的面积;
dc/dx,表示氧的浓度梯度;
负号表示氧从高浓度向低浓度扩散;
由Fick第一扩散定律可知,要提高除氧速度dm/dt,必须增加接触面积A,要把水变成水小珠,要充分雾化,这就增加热力除氧,真空除氧,解吸除氧动力消耗.增加氧的浓度梯度dc/dx,也可加快除氧速度,这就必须迅速除去进入无氧气体中的氧,使无氧气体中氧浓度尽量低,在热力除氧器运行中需要保证含氧蒸汽有一定排放量(5%-10%),才能确保除氧器输出水中残余氧浓度达标。蒸汽排放增加了热量损失和水损失.在解吸除氧器运行中必须使解吸出来进入氮气和二氧化碳混合气体中的氧迅速与碳反应生成二氧化碳除去,为加快反应只有增加反应接触面积和提高反应温度二种途径,目前改进后的解吸除氧器用碳分子筛替代木炭,与碳比,碳分子筛由于具有很大的比表面,能提高与氧反应的速度,但碳分子筛价格高,增加了脱氧成本,但是,水中残余氧含量仍不达标,为进一步提高与氧反应的速度碳与氧反器的温度必须大于300℃水中残余氧含量才达标(用木炭的反应器温度必须高于600℃).这样解吸除氧器电炉功率要足够的大,导致解吸除氧电耗居高不下.在真空除氧系统中要保持一定真空度,真空泵需要有足够大的排气量,迅速排出水中释放出的氧,因而,真空除氧器电耗2度/t以上,难以进一步降低.
通过以上分析,利用物理化学原理的传统除氧技术能耗高,国际上发达国家己采用膜分离除氧技术.如美国Celgard膜除氧技术[3]是一种高新技术.
二,氧化还原树脂除氧器[4]
(一)宇神牌06A型氧化还原树脂除氧器
1、特点和用途
宇神牌06A型氧化还原树脂除氧器特点是:A,残余氧含量低,可达1μg/L以下;B,可低温除氧,最低达-40℃;C,抗核辐照剂量达107拉德(Rad)[5],适合于工业锅炉给水除氧,反应堆、核电站一、二回路水除氧;这三大特点处于世界先进水平。除氧原理如下:
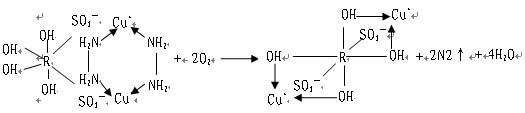
除氧原理如图
2、顺流固定床宇神牌06A型氧化还原树脂除氧器
产品性能和技术参数见除氧器罐体结构与顺流再生软化器类似。设置上、下布水装置,除氧器罐中装填氧化还原树脂层高,根据罐体直径不同,层高在1500-2500之间,两台除氧罐体组成一套,两台除氧罐体之间用管道联接成一体,可串联运行也可并联运行,实现零排放。除氧系统由除氧器,吸浓联氨泵,联氨计量筒,联氨药箱,药泵,带搅拌器的硫酸铜药箱,硫酸铜药泵、无氧水箱组成,,软化水从除氧器上部进入,下部流出,软化水硬度≤0.04mmol/L,软化水浊度<5mg/L,固定床除氧器流速≤15m/h,定期测定无氧软化水中残余氧含量,当出水含氧量达到100ppb时进行再生。再生切换根据用户需要而定,也可定在100ppb或50ppb。脱氧水中残余氧含量刚开始为100ppb,逐渐降到5ppb(约占周期产水量5%),以后全周期产水中80%脱氧水中残余氧含量保持在20ppb左右(高纯水,超纯水可保持在2-10ppb),以后逐渐升到100ppb进行再生。再生时根据除氧器中装填树脂量,全自动加联氨,把一定量联氨放入药箱中,加水稀释至一定浓度后,开药泵,把联氨打入除氧器中进行再生,流出水经另一除氧器,送入无氧水箱,实现零排放,再生液加完后,关闭除氧器阀,静止熟化8小时完成再生(需二台组合成一套)。再生后的除氧器可再连续运行24小时左右,当连续运行16小时后,根据除氧器中装填树脂量,补加一定量一定浓度的硫酸铜溶液,此时除氧器流出的水仍为合格的脱氧水,加完硫酸铜溶液后,继续运行8小时左右,直到流出水中残余氧含量超过规定的指标,再加联氨再生。
(二)宇神06B型氧化还原树脂除氧器
1、特点和用途:
不用定期再生,可连续运行,易实实现自动操作。还原中不用硫酸铜,适合电厂给水、冷凝水,双水内冷电机冷却水除氧和核电站二回路水除氧。
2、结构:
把宇神06B氧化还原树脂装入除氧器罐中,在未除氧水中用剂量泵加入与水中含氧量等当量的联氨,经静态混合器流入宇神06B氧化还原树脂除氧器即可除氧,为保证除氧效果,加入水中联氨量应略过量。
宇神06B型氧化还原树脂除氧器除氧流速可达60m/h,除氧反应时间仅需1分钟,树脂用量少,除氧器体积小,可用于高压锅炉,超高压锅炉脱盐水,纯水,高纯水,除氧。
3、除氧原理:
水中溶解氧与水中加入的肼在宇神06B型树胎脂表面反应生成水,氮气
N2H4+O2→2H2O+N2
3、运行成本
宇神06B型氧化还原树脂400元/kg,体积流速sv以60L/Lh计,即80L/kg.h,每吨除氧器出力配06B树脂12.5kg,,以10t/h宇神牌06B型氧化还原树脂除氧器为例,需配树脂125kg,一台计量泵,树脂寿命以五年计,每年运行330天,每kg树脂周期产水量=330×24×5×80/1000=3168m3
A,树脂折旧费用400/3168=0.126元/t;
B,设备价以30000元/t计,执旧率以10%计,设备折旧费=30000×10%/7920×10=0.04元/t
C电费:计量泵功率为0.18kw,电费=0.5×0.18/10=0.01元;
D,联氨费,16.7×17/1000=0.28元/t
宇神06B型氧化还原树脂除氧器除氧成本=A+B+C+D=0.126+0.04+0.01+0.28=0.46元/t
(三)、宇神06C型氧化还原树脂除氧器
1、特点和用途
宇神06C型氧化还原树脂除氧器用低价硫化物混合还原剂还原再生,该再生剂经国际权威部门认可,对人的健康无害,可用于食品工业锅炉给水除氧,适合于浓缩脾酒稀释用水除氧。
2、脂除氧原理:O2+06C型还原态树脂→06C型氧化态树脂
06C型氧化态树脂+混合还原剂→06C型还原态氧化还原树脂
宇神牌06C型氧化还原树脂除氧器结构及除氧系统与宇神牌06A型相同,可用于固定床除氧器也可用于浮动床除氧器生产脱氧水,宇神06C型除氧器再生时间≤1小时,因此可单罐运行。06C型氧化还原树脂除氧器主要用于水温≥15℃的软化水,脱盐水、纯水除氧。
3、除氧成本:
混合还原剂3.00元/kg,消耗混合还原剂150克/t,计0.45元,宇神06C型除氧器单罐使用,价格以出力为3000元/t,折旧率以10%计,折旧费0.038元/t,合计除氧成本Q=0.45+0.038=0.488元/t。
(四)、宇神牌09型氧化还原树脂及其除氧器
1、特点和用途
宇神牌09型氧化还原树脂除氧器由于采用氢气再生,属于绿色环保节能型除氧器。尤其适合有氢气源的企事业单位使用,是除氧成本最经济的除氧器。
2、除氧原理
宇神09型氧化还原树脂除氧器也是单罐运行,水中溶解氧通过与水中溶解氢在宇神09型氧化还原树脂表面结合成水而被除去。2H2+O2→2H2O;
3、除氧成本
A,水中溶氧含量以8mg/l计,氢利用率以50%计,每吨水脱氧消耗1.2克氢,氢价以20元/瓶(400g氢,即0.05元/g),除氧氢费用0.06元/t;
B,宇神09型氧化还原树脂除氧器以8000元/吨计,流速以60L/h.L树脂计(80L/kg.h),全周期产水量以10年计,每年运行330天(7920小时),吨/小时出力的除氧器,10年中产水79200吨,树脂折旧费用8000/79200=0.10元;宇神09型除氧器运行成本为0.10+0.06=0.16元
氧化还原树脂通过了第十四研究院院级鉴定,获电子工业部一等科技成果奖,氧化还原树脂除氧器通过了电子工业部元器件管理局和江苏省石油化工厅联合签定。获电子工业部二等科技进步奖和江苏省优秀新产品奖,被化学工业部列为全国化工科技成果推广应用重点项目,被国家科委列入国家科技成果重点推广计划项目。宇神牌氧化还原树脂除氧器,已被国家经贸委、国家计委、国家科委已确认为优秀节能产品(证书号941229)。
三,树脂除氧替代传统除氧器节水节能防腐效益
(一)、替代热力除氧
1、热力除氧成本
热力除氧自耗蒸汽占锅炉出力的16%(进水温度以18℃了计),进水温度以18℃计,加热到105℃1000k软化水消耗蒸汽量计算,查表105℃蒸汽汽化潜热为536kCal,(105-18)×1000/536=162.3kg,即降低锅炉出力16%
尽管用于除氧的蒸汽热量大部分可回收,但有5%蒸汽排到空气中。
生产脱氧水消耗蒸汽量160kg×5%=8kg
A、蒸汽排放费:8.kgχ0.16元/kg=1.28元/t。
B、8kg锅炉给水费用:锅炉给水以10元/吨计,0.008×10=0.08元
C、框架折旧费:热力除氧的无氧水温105℃相应的饱和蒸汽压为0.123Mpa,除氧器必须高位布置,应高出锅炉给水泵入口12.3米,才能防止高温脱氧水在锅炉给水泵入口处汽化,单层锅炉房需建专用钢筋水泥框架,一台放置出力为30t/h热力除氧设备的框架造价30万元,设备折旧率以5%计,每年运行330天计,因水泥框架折旧增加脱氧成本B=10000×5%/7920=0.06元/t。
D、降低锅炉出力增加成本:热力除氧平均自耗蒸汽计算
锅炉房投资以每吨锅炉出力12万元计算,锅炉折旧率以5%计,脱氧水增加成本D=120000×15.86%×5%/7920=0.12元/t。
F,热力除氧器折旧费计算:折旧率以5%计,热力除氧器价格以2000元/t出力计,每吨脱氧水承担的折旧费E=2000×10%/7920=0.01元。
热力除氧总成本Q1=A+B+C+D+E+F=1.28+0.08+0.06+0.12+0.02=1.56元。
2、代替热力除氧节能效益
采用宇神06A型氧化还原树脂除氧器代替热力除氧每年节能、节水效益为W,
W=(Q1-Q0)×7920=(1.56-0.36)×7920=1.20元×7920=95040.00元。
3、回收技改资金时间
以除氧器出力计平均价6500元/t,投资回收时间Y年,Y=6500/9504=0.68年,即9个月可收回替代热力除氧投资。
(二)、替代真空除氧器
真空除氧器属于中温除氧。原理也是根据亨利定律,把水上方抽成真空,水中溶解氧就向真空扩散,达到除氧的目的,国内采用的抽真空装置一般为水流喷射泵,真空度只能达到0.06Mpa,要达到好的除氧效果,必须把水上面的水蒸汽压提高到0.04Mpa,与此饱和水蒸汽压相应的水温为60℃,因此,采用真空除氧器对锅炉补给水除氧,要使水中残余氧含量<100ppb,水温必须≥60℃。
1、真空除氧器运行成本
A、电费:真空除氧器需用四台泵,一台射流真空泵,使除氧器产生0.06Mpa真空度;一台软化水喷淋泵,使软化水在真空中喷雾除氧;一台引水泵,把真空除氧器中脱氧水吸出;一台锅炉给水泵,把无氧水送入锅炉。平均生产一吨脱氧水耗电2度,电费以0.50元/度计,脱氧水电费:A=0.5×2=1.00元。
B、折旧费:出力为20t/h真空除氧器价格16万元,平均每吨出力8000元,折旧率为10%,每年运行以330天计,折旧费B=8000×10%/7920=0.10元/t。
C、因加热水占用锅炉出力的费用:软化水温度平均以12℃计,每吨水加热到60℃需消耗蒸汽Wkg.,100℃蒸汽热焓∆Hg为639千卡/kg。W=(60-12)×1000/∆Hg=75kg蒸汽/t脱氧水:降低锅炉出力7.5%,每吨出力锅炉投资以12万元计,折旧率以5%计,每年运行330天计C=(120000χ10%χ7.5%)/7920=0.11元/t
真空除氧成本Q=A+B+C=1.00+0.10+0.11=1.21元/t。
2、替代真空除氧的节能效益
国产真空除氧器,除氧性能不稳定,射流泵长期使用,真空度达不到指标,射流真空泵连续使用,水温升高,也会造成真空度下降。真空除氧器生产脱氧水残余氧含量一般在100-200ppb,达不到GB1576-2001工业锅炉水质标准的要求,达不到防溶氧腐蚀效果。替代真空除氧的节能效益(Q2-Q0)×7920=(1.21-0.36)×7920=0.85×7920=6732(元/t出力)。
3、回收技改投资时间
Y=6500/5940=1.1年,即1年零1个月收回收技改投资.
(三)、替代解吸除氧器
解吸除氧器工作原理是水中溶解氧与碳反应生成二氧化碳,反应方程式如下:C+O2→CO2
为了把水中溶解氧解吸出来,必须把软化水在无氧氮气体中喷淋雾化,水中溶解氧解吸出来,进入氮气,含氧氮气与碳子筛在高温除氧反应器中反应生成二氧化碳,氮气变成氮气和二氧化碳的混合气体,软化水在这种混合气体中喷淋,二氧化碳溶入软化水中,这样,水溶解氧转变成溶解的二氧化碳,降低了水的PH值,达不到GB1576-2001规定的PH值≥7的要求,增中了水的腐蚀性,美国雷声公司研究报告结论:
水中溶解氧对金属腐蚀速度在有二氧化碳存在条件下,要快18倍,因此,采用解吸法除氧没有解决锅炉的腐蚀。仅仅是把溶氧腐蚀转变成溶氧与二氧化碳的综合腐蚀,而且是更严重的腐蚀.
解吸除氧成本计算:
A、电费:以北京海淀捷源公司JYX-4型解吸除氧为例,额定出水量4t/h(与4t锅炉配套),除氧泵为IS50-32-200功率为5.5kw,电加热高温除氧反应器功率为2.5kw,共8kw,每吨脱氧水耗电2kw,电费A=2×0.5=1.00元。
B、碳分子筛消耗:水中溶解氧含量以8mg/L计,根据化学反应方程式计算每吨脱氧消耗碳分子筛3克,利用率以80%计,实际消耗3.75克,3094碳分子筛45元/kg,B=3.75×0.045=0.17元。
C、折旧费:解吸除氧器平均价格以出计为5000元/t,折旧率以5%计,C=5000×5%/7920=0.03元。
解吸除氧总成本Q3=A+B+C=1.00+0.17+0.03=1.20元。
替代解吸除氧器每年节能费G=(Q3-Q0)×7920=(1.20-0.36)×7920=0.84χ7920=6652.8元。
(四)、替代海绵铁粒除氧器
海绵铁粒除氧原理:水中溶解氧与海绵铁粒反应,生成氢氧化亚铁和氢氧化铁而被除去。
为了加快反应速度,把废钢铁融化加入少量钴通入氮气,制成多孔粒状海绵体。化学反应方程式如下:
(1)O2+2Fe+2H2O→2Fe(OH)2 O2+4Fe(OH)2+2H2O→4Fe(OH)3(2)
由化学反应方程式可知,除氧反应生成铁的氢氧化物胶体,阻碍了溶解氧与铁反应,因此,要定期用高压软化水反冲洗,配置一台IS100-80-160高压泵,功率15kw,反洗强度为
1、海绵铁粒除氧成本
①除铁费用
除铁设备再生一次可除去0.4×707=282.8mol
Fe2+,除氧后水中产生与溶氧等当量Fe2+,水中Fe2+浓度,溶氧含量以8mg/L计即1mol/t,可产无铁脱氧水282.8tA,电费,盐泵功率2.2kw,盐液浓度4-5%,1.5m3盐水,以2m/h流速打入除铁器中,在一个除铁周期中盐泵电费为D1=2.2×0.5=1.00元;B,软化器再生费用,工业盐0.7元/kg,再生水平以80g/L树脂计,盐费D2=0.7×0.08×707=0.7×56.56=39.59元C,软化器反洗自耗水以5%计,自耗水费D3=282.8×5%×5=70.7元;
D,Fe3+还原费,由于Fe3+使阳离子交换树脂中毒,因此需加亚硫酸钠和亚硫酸氢钠还原Fe3相当于再生用盐量2%,亚硫酸钠和亚硫酸氢钠平均价以4元/kg计,还原剂费用D4=4×0.08×707×2%=4.52元,除铁费D=(D1+D2+D3+D4)/282=(1.0+39.59+70.5+4.52/282=115.62/282.8=0.41元/吨,反冲洗铁胶体消耗水费:水费仍以5元/t计算,Ø1200海绵铁除氧器,截面积1.13m2,反洗强度为27升/m2。秒,连续运行五天反洗时间累计为60分钟,反洗用水量q=27×60×60×1.13=109.8t。120小时生产脱氧水2040t,自耗水=109.8/2040=5.4%,
反冲水费=5.0×5.4%=0.27元/t
②海绵铁粒消耗费用:水中溶解氧含量以 ③电费:15kw反冲洗泵,运行半小时,全国平均电费每度以0.5元计,出力17t/h海绵铁除氧器一个冲洗周期内,每吨脱氧水承担电费C=15×0.5×0.5/2040=0.01元。
④设备折旧费:设备价以2000元/t出力计,折旧率以5%计,每年运行330天计E=2000×10%/7920=0.025元/t脱氧水,
海绵铁除氧总成本Q4=①+②+③+④+⑤=0.41+0.27+0.56+0.01+0.025=1.28元。
(五)替代加药除氧 加药除氧是在水中加入还原剂,把水中溶解氧还原。常用还原剂有亚硫酸钠,与溶氧反应生成硫酸钠: 2Na2SO3 + O2 →2 Na2SO4 或加联氨生成水和氮: 2N2H4 + O2 →2H2O +N2↑ 加药除氧共同缺点是污染水质.锅炉给水中带进有害杂质,增加炉水含盐量,加快电化学腐蚀,增加炉水排污水量,增加热损失和水损失。另一缺点是增加药品消耗,所加除氧还原剂一般要过量30%,仅用作热力除氧后二次除氧,如发电厂在热力除氧后水中残余氧含量在0.03~0.05mg/L的水中加入联氨,并过量,使炉水中联氨保持在0.05~10 mg/L,以保证超高压锅炉炉水中残余氧含量为≤0.007mg/L。工业锅炉加药除氧常用亚硫酸钠,亚硫酸钠与氧反应生成硫酸钠,除氧后水中硫酸钠与水中钙离子生成硫酸钙沉积在锅炉内壁生成硫酸钙水垢,硫酸钙垢不能用化学酸洗清除,给锅炉维修增加困难。剩余亚硫酸钠与钙离子生成亚硫酸钙水垢,亚硫酸钙垢在高温下分解为二氧化硫和氧化钙,造成二氧化硫对钢铁的腐蚀,反应如下: CaSO3 → CaO + SO2 ↑ 因此,目前,国外发达国家,锅炉给水除氧己不用亚硫酸钠,用联氨,碳酰肼、等有机还原剂.但这此还原剂价格高。除氧成本在1元/t以上。 (六)树脂除氧替代传统除氧节能效益见表5 表5替代传统除氧节能、节水、防腐效益表
序号 脱氧成本(元/t) 替代效益(元/年.T) 技改投资回收时间(年) 防腐效果 除氧副作用 宇神06A除氧器 0.36 好 无 热力除氧器 1.48 8870.4 0.68 好 无 真空除氧器 1.11 5940 0.96 差 无 解吸除氧器 1.20 6652.8 0.98 很差 带入二氧化碳加速钢铁腐蚀 海绵铁粒除氧器 1..28 7286.4 0.89 差 铁垢热阻比钢大8培,锅炉热效率下降, 加药除氧 1.0 5068.8 1.3 亚硫酸钠差,碳酰肼好 亚硫酸钠产生硫酸钙垢,请除困难,亚硫酸钙垢高温分解生成SO2腐蚀
综上所述,采用宇神牌氧化还原树脂除氧器这一高新技术产品替代传统的热力除氧、真空除氧、解吸除氧、海绵铁除氧和加药除氧会给企业带来巨大的节能节水防腐效益。
注意:本栏目部分文章来源于网络,如果其中涉及了您的版权,请及时联系我们,我们在核实后将在第一时间予以删除!
为减少服务器的外部调用流量负载,本网所有的pdf,rar,caj,zip格式的文件,均使用防盗链技术保护文件。
如何下载保存此附件?
请直接点击下载连接进入文件下载页面.
|
广告 |

